The main type of mechanical processing of ceramics, which has high hardness and brittleness, is diamond grinding, and with high requirements for surface quality, finishing with diamond pastes. The advantage of a diamond tool is its high hardness and grain sharpness. The diamond wheels made on metal bodies make it technically easier to carry out high-speed grinding.
Figure 1 Micrograph of the ceramic surface: a - after preliminary grinding;
b - after fine grinding
Grinding as a process of mutual destruction and wear of the contacting surfaces proceeds in the form of chipping, abrasion and tearing out of ceramic particles, diamond grains of the bond. The polished ceramic surface (Fig. 1) is a combination of microscopic depressions and protrusions (Fig. 1, a), individual scratches-risks that form a grid on the surface (1, b).
Possible following schemes of fracture of a brittle material. The protrusions on the surface of the workpiece being ground are compressed and crushed by the grains of the tool. If these protrusions in the material are considered as beams fixed at one end, then they are bent by tool grains during grinding and destroyed. In this case, it is assumed that the external energy is spent on elastic deformations of the protrusions and their bases. The paper considers the mechanism of destruction of corundum ceramics 22XC during flat grinding by the periphery of the wheel. The nature of destruction is different at individual stages of grinding. Thus, during rough diamond grinding, brittle fracture of the surface layer takes place. Using an electron microscope, the replicas taken from the polished surface revealed the presence of punctures and cracks on it. Their formation in the processed material is facilitated by concentrators or crack nuclei. They can be pores, various inclusions in the material, boundaries of grains or blocks.
In semi-finish grinding, quasi-brittle separation and intergranular separation are observed, characterized by tongues and ridges at the cleavage steps, as well as pits after the merging of microvoids. During fine grinding, traces of plastic deformation are noticeable in the areas of the glass phase of ceramics, on corundum grains. Cooling has an undoubted effect on the nature of the destruction of the surface to be ground. Thus, with intermittent cooling or without liquid supply to the cutting zone, large cracks appear on the machined surface. In addition, the cutting ability of the wheel is reduced due to sticking of ceramic particles to the wheel bond.
The mechanism of destruction can be traced when grinding corundum ceramics with a diamond grain (with an angle at its apex of 110°) fixed on a disk with a diameter of 127 mm. The circumferential speed of rotation of the disk is 6.7-28 m/s. It has been established that the vertical force Ru, when diamond grains are introduced into ceramics, causes grain splitting, and the greater its value, the more split grains in the material being ground. The tangential force Pz causes breaking off, grinding, abrasion of the particles and their removal from the grinding zone. Thus, two processes of brittle fracture of the material are possible:
1) splitting of grains of polished ceramics under the action of the Ru force.
2) detachment of grains, blocks of grains and abrasion of the material under the action of the force Pz.
The dominant effect of each of them depends on the geometry of the diamond grain, the physical and mechanical properties of the material, and grinding modes. A similar fracture phenomenon is observed when measuring the microhardness of ceramics. At high loads on the diamond pyramid, prints with cracks and chipped edges are obtained, and at low loads, they are absent. Force, temperature effects are also experienced by diamond grains of circles. The mechanism of wear of diamond grain in the process of grinding ceramics can be most fully revealed when cutting and scratching with a single grain. The process was modeled on a special installation with various diamond grains, minted into a mandrel. Ceramics were scratched with a grain at a load of 60 g and a speed of 42 m/s, after which its contour was recorded on a biological microscope.
Figure 2, a shows the profiles of worn natural diamond grain after each experience in grinding titanium-containing ceramics. Grain wear here has the character of chipping of its individual microvolumes. In a microscope, on the top of the worn grain, traces of abrasive wear are visible.
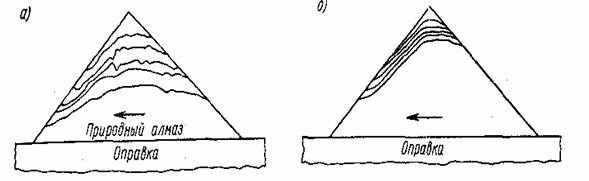
Figure 2 Wear of a single diamond grain when grinding ceramics (× 200):
a - grain from natural diamond, titanium-containing ceramics, σ and \u003d 1000 kgf / cm2
b - synthetic diamond grain, alumina ceramics, σ and = 2000 kgf/cm2
QUALITY REQUIREMENTS FOR CERAMIC PRODUCTS
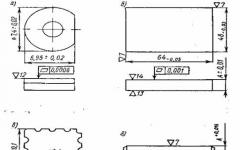
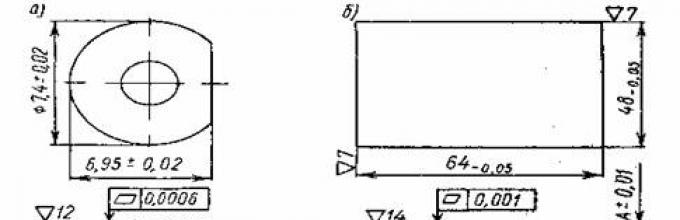
The requirements for the accuracy of manufacturing ceramic products can be shown by several examples (Fig. 3). Substrates for integrated thin-film circuits (Fig. 3, b) and microboards for stack modules (Fig. 3, c) are flat parts, which are subject to high requirements for linear size accuracy (GOST 10338-63) and flatness (GOST 7713- 62). The thickness should be within tolerance (±0.01-0.05 mm), and the flatness after finishing should not exceed 0.001 mm on a substrate length of about 60 mm. As a rule, these parts are made of corundum ceramics (22XC, polycor, ultra-porcelain). So, parts from 22XC in their configuration can be in the form of plates ranging in size from 1 × 10 to 20 × 30 mm, disks with diameters in the range of 5-150 mm, rings - from 30 to 150 mm
The thickness varies from 0.5 to 10 mm. Dimensional accuracy class of parts made of etri ceramics 1-5. Parts are made from polycor in the form of plates with dimensions of 20 ÷ 25-60 ÷ 75 mm with a thickness of 0.5 to 1.5 mm, with dimensions of the 1-3rd accuracy class. Details of trimmer capacitors (Fig. 3, a) are made in the form of a glued package of two surface-ground blanks: a forsterite ceramic base and a titanium-containing ceramic plate. After grinding in the block, the plate thickness tolerance should not exceed ±0.01 mm. In order to maintain such an accuracy of the block, it is necessary to have the original parts, in particular the plate, plane-parallel within 0.005 μm and with a difference in thickness in the batch of 0.01.
The specified requirements are necessary for the qualitative functioning of products in terms of electrical parameters in electronic engineering. In particular, the thickness of the plate and its non-flatness determine the achievement of a given capacitance and stability of the capacitor in trimmer capacitors.
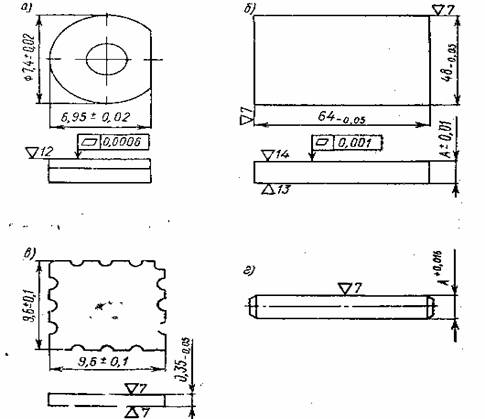
Figure 3 Examples of ceramic products:
a - rotors of trimmer capacitors; b - microcircuit substrates;
c - microboard micromodules; g - the base of the MLT resistors
It has been established that when ignited by electric discharges, explosive hydrocarbon-air mixtures of the alkane series open (at hazardous concentrations). The minimum igniting currents are inversely proportional to the square roots of the specific (or molecular) weights of these hydrocarbons (or their mixtures) at constant values of the circuit inductance and voltage of the current source. The requirements for the roughness of the machined surface and the condition of the surface layer of ceramics vary depending on the stage of processing.
LITERATURE
1. Vakser D.B., Ivanov V.A., Nikitkov V.B. Diamond processing of technical ceramics. L., Mashinostroenie, 1976, 160s.
2. Vydrik G.A., Kostyukov N.S. Physical and chemical bases of production and operation of electroceramics. M., Energy, 1971. 328 p.
3. Balkevich V.L. Technical ceramics. M., Stroyizdat, 1968. 230 p.
4. Bogoroditsky N.P., Pasnikov V.V. Radioceramics. M., Gosenergizdat, 1963. 254 p.
5. Bolonova E.V. Power and speed grinding. - In the book: Cutting metals. Machine tools and tools., M., NIImash, 1970, pp. 66-110.